

Как паять полипропиленовые трубы своими руками - пошаговая инструкция
Старые системы водопровода и отопления со временем приходят в негодность и требуют замены труб. Металлические — стальные трубы сейчас для этого практически не используют, а нержавеющие или из медных сплавов стоят сумасшедших денег. Оптимальным видится вариант использования пластиковых полипропиленовых труб – они самые дешевые из всех представленный в продаже, но вместе с тем отличаются завидными эксплуатационными характеристиками. Содержание:
Но главное достоинство – научиться, как паять полипропиленовые трубы, может быстро даже совсем неподготовленный человек. Таким образом, можно немало сэкономить на проведении работ. Технические характеристики трубПолипропиленовые трубы промышленностью выпускаются с диаметрами от 20 и до 110 миллиметров. Обязательным элементом маркировки конкретного изделия является индекс PN– показатель максимального давления в системе, от чего зависит и целевое предназначение:
Они могут иметь внутреннее армирование, выполненное из алюминиевой фольги или полимерное – полиэтиленовое или стекловолоконное, расположенное у внешней поверхности, в толще стенки или по внутреннему обводу. Главное назначение, помимо повышения прочности стенок – снижение величины линейного расширения при перепадах температуры, которое на прямых участках может быть достаточно значительным. Главные преимущества системы, смонтированной:
Необходимые для работы инструменты Чтобы провести качественный монтаж, нужно подготовить, кроме самого материала, все необходимые для работы инструменты: Самое главное – иметь прибор, который называют или сварочным аппаратом, или паяльником. Если такого в личном пользовании нет, и установка лишь разовое явление, то можно попросить его у знакомых или же взять в аренду в строительном магазине – это совсем недорого. Обязательно проверить комплектность, чтобы были насадки требуемого диаметра.  Резку, по идее, можно проводить ножовкой по металлу или даже с использованием «болгарки», но наилучший вариант – наличие специальных ножниц. Очень часто они входят в комплект паяльного аппарата. Лезвия трубореза должны быть хорошо отточены и не иметь люфта – срез будет ровный и гладкий, сразу готовый к сварке. В случае когда приобретены трубы с внешним алюминиевым армированием, потребуется специальный инструмент для их зачистки (шайбер или торцеватель). Он также будет необходим для сварки труб диаметром 40 мм и выше. Остальное – как обычно, разметочный инструмент (рулетка, угольник), маркер или карандаш. Чтобы не обжечь рук работу можно проводить в рукавицах. Подготовка к сварке какой температурой паять полипропиленовые трубы Пайка полипропиленовых труб полифузным способомЭто, пожалуй, самый распространенный и доступны способ, несмотря на замысловатость названия. Заключается он в равномерном одновременном нагреве обоих труб до плавления поверхностей соприкосновения, с последующим их соединением с полной полимеризацией шва. Видео как паять своими руками: На подготовленном к пайке отрезке делается маркером отметка глубины сварного шва (указана в таблице). Кроме того, если имеет значение взаимное расположение трубы и фасонного элемента, правильная позиция отмечается риской.  При использовании PN20 или 25, с внешним фольгированием, производится их зачистка до полного упора в зачистное приспособление (шайбер). Отметку глубины пайки в данном случае делать не надо. На дорн прогретого паяльника одевается фасонный элемент до упора, а с другой стороны в гильзу вставляется отрезок до нанесенной отметки. Время прогрева для разных диаметров различается – можно ознакомиться в таблице. Отсчет секунд начинают только после полного вдевания. Диаметр трубы Глубина сварного шва, мм Время прогрева, с Время до полной полимеризации, мин 20 14 6 2 25 16 7 2 32 18 8 4 40 20 12 4 50 23 18 4 После прогрева элементы одновременно снимаются с паяльника и соединяются на всю глубину прогрева. Необходимо сразу придать деталям нужную ориентацию по заранее нанесенной риске – проворачивать их запрещено. Легкая корректировка соосности допустима лишь в течение 1-2 секунд. Они сжимаются и удерживаются с усилием около 20 секунд. По прошествии времени полной полимеризации стык считается готовым к эксплуатации. Если появляются сомнения в качестве сделанного шва – лучше сразу его вырезать и сделать новый – после монтажа системы это будет исполнить намного сложнее. Пайка с помощью электрофитинга Существует интересный способ быстрой и качественно сварки с использованием «электрофитинга». Еще на стадии производства в него впаяна нагревательная спираль с контактными выводами. Стоит лишь собрать узел и подключить контактную группу к клеммам специального аппарата. Автоматика проведет прогрев и выключится в необходимый момент. Визуальный контроль осуществляется с помощью специальных отверстий в элементе – через них выступит расплавленный материал. Способ очень надежный и быстрый, но доступным его не назовёшь. Им пользуются, в основном, крупные строительные организации, проводящие большие объемы работ. «Холодная» сварка полипропилена Существует способ сращивания клеевым методом, так называемая «холодная» сварка. Подготовка элементов ничем не отличается от метода полифузной сварки, но детали не прогреваются, а промазываются на глубину соединения специальным составом. Происходит размягчение структуры, после чего детали соединяются в нужном положении и удерживаются 15 – 20 секунд. Эксплуатация подобной системы возможна не ранее, чем через час после соединения последнего стыка. Еще одно ограничение – этот метод приемлем лишь на системах холодного водоснабжения. Типичные ошибки при сварке ПП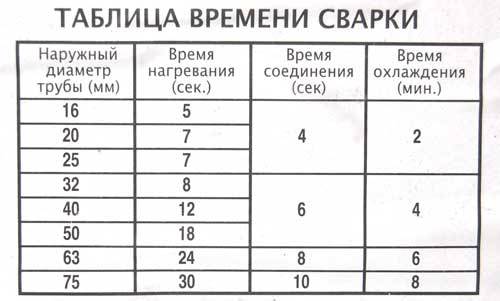 Никто не застрахован от ошибок, поэтому необходимо знать самые распространенные из них, допускаемые новичками:
Итак, ознакомившись, как правильно паять полипропиленовые трубы, и поняв, что особой сложности это не представляет, можно планировать работу. При соблюдении технологии и должной аккуратности в процессе пайки, все должно получиться.
|







© 2017 vopros-remonta-info.ru Карта сайта
